Производство оптоволокна. Вытяжка оптоволокна из преформы
Вытяжка оптоволокна из преформы
Для получения оптоволокна его разогревают до температуры 1800...2200° С и вытягивают из него стеклянную нить.

Момент погружения преформы в плавильную печь
Схематически этот процесс изображают так:
Изображение это очень упрощено. Вытягиваемое оптоволокно должно иметь строго определённый и маленький диаметр (125 мкм). Для того чтобы диаметр волоконного световода оставался постоянным и требуемой величины, обеспечивается возможность точной регулировки скорости вытяжки и подающего механизма с помощью автоматической системы.
(В центре грузик, под действием которого происходит вытягивание)
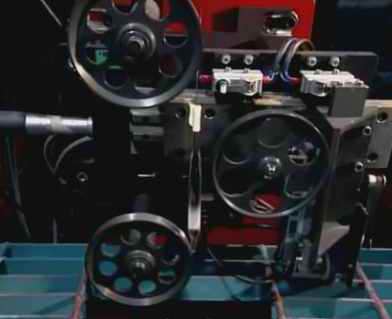
Система роликов аппарата контролирующего вытяжку оптоволокна
Во время вытягивания геометрические соотношения стекла сердцевины и оболочки остаются неизменными, хотя уменьшение диаметра заготовки по отношению к диаметру волоконного световода происходит в соотношении до 300 : 1. То есть профиль показателя преломления не изменяется.
Непосредственно за измерительным прибором для контроля диаметра, вокруг волокна наносится первичное защитное покрытие. Такое полимерное покрытие предназначено для увеличения прочности оптоволокна, для защиты его от внешних воздействий, механических микроизгибов и упрощения операций по дальнейшей работе с оптоволоконной нитью. Это покрытие полимеризуется под воздействием тепла или ультрафиолетового излучения.

Последний этап в производстве оптоволокна это намотка его на барабан
Далее получившееся оптоволокно используется для производства шнуров, кабеля или в других оптоволоконных изделиях.
Гибкость оптического волокна.
Фотография, надеюсь, понравиться тем, кто ожидает стекла привычной хрупкости.
 |
Увеличить фотографию |
Оптоволокно. Гибкость оптоволокна
Здесь изображено стандартное одномодовое волокно. То самое, 125 мкм кварцевого стекла, использующееся повсеместно. Из-за лакового покрытия оптоволокно способно выдерживать изгибы радиусом в 5 мм (хорошо видно на рисунке). Свет, а значит и сигнал через такой изгиб, увы, уже не проходит.
Стоит заметить, что прогресс не стоит на месте и новые технологии могут существенно отличаться от изложенного выше. Так, например, например японские NTT, "Сумитомо" реализовали метод, при котором заготовка растет из затравки, расположенной на определенном расстоянии выше пламени горелки, имеющего сложную слоевую структуру (как у рулета). В середину пламени подают смесь хлоридов германия и кремния, затем слой буферного газа, потом только хлорид кремния для чистого стекла, потом опять буферный газ, и, в конце концов, на краю горелки, кислород с водородом (которые, собственно, и горят). Вещество осаждается на только что созданную в этом же процессе поверхность.
Так же много нового в производстве полимерных волокон, а там технология даже близко не напоминает описанное выше.
Тема производства оптоволокна затронута так же на страницах книги
"Волоконная оптика. Теория и практика":
Производство волокон. Внутреннее осаждение в химических парах.
Внешнее осаждение в химических парах.
Осевое осаждение паров. Протягивание с двойным тиглем
.